| 3.4 Valve Sizing |
| 3.4 Valve Sizing |
Control valve sizing involves determining the correct valve to install
from the many valves commercially available. The procedure is
based on information provided by valve manufacturers, who specify the
capacity of their valves using the valve coefficient, Cv.
The valve coefficient is defined as the flow of water that will pass
through the valve when fully open with a pressure drop of 1
psi. In these tables, the units of Cv
are gallons of water per minute per psi1/2.
The engineer must calculate the desired Cv for
the process fluid and conditions by applying appropriate correction
factors and select the valve using tables of Cv
versus valve stem position and line size provided by the manufacturers
The required flow and pressure drop information used to size a valve is based on the process operations and equipment, and ISA Form S20.50 (ISA, 1992) provides a helpful method for recording the data. The size of the valve depends on the pressure drop across the valve. A general guideline for pumped systems is that the valve pressure drop should be 25-33% of the total pressure drop from supply to the end of the pipe (Moore, 1970). To provide appropriate rangeability, the Cv (flow rate) should be determined for the extremes of expected operation. Typically, a valve should be selected that has the maximum Cv value at about 90% of the stem position; this guideline allows for some extra capacity. The valve should have the minimum Cv at no less than 10-15% stem position, which will give a reasonable rangeability, especially since the accuracy of the characteristic is poor below 10% stem position..
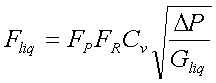
For liquids in turbulent flow, the
defining equation is the equation for flow through an orifice, which
can be rearranged and supplemented with correction factors.
|
relationship for liquids in turbulent flow through an orifice |
|
|
| Cv | = | flow coefficient (gallons/min/psi1/2) |
| Fliq | = | flow rate (gallons/min) |
| FP | = | dimensionless factor accounting for difference in piping due to fittings for piping changes at inlet and outlet; values range from 0.80 to 0.98 and are typically about 0.95 (see Driskell 1983 for details) |
| FR | = | dimensionless factor accounting for viscosity effects for liquids; the value is 1.0 for Reynolds numbers greater than 4x104 (see Hutchison 1976 for the calculation of the valve Reynolds number and FR) |
| Gliq | = | specific gravity of process fluid at 60 °F (15 °C) |
| DP | = | pressure drop across the valve (psi) |
When the process conditions, including the valve (Cv),
are known, equation (9) can be used to calculate the flow.
When designing the process, the desired flow is known but the valve is
not; equation (9) can be rearranged to calculate the valve coefficient
required for the specified conditions.
The pressure decreases as the liquid flows through the valve.
The possibility exists for the liquid to partially vaporize due the
pressure drop, and this vaporization can have serious consequences for
the control valve. Two situations can occur: cavitation
where the vapor forms and is condensed due to the pressure recovery and
flashing where vapor remains after the pressure
recovery. The effect of vaporization on the flow is shown in
Figure 9. Importantly, cavitation involves the collapsing of
bubbles that can generate significant forces that will damage the valve
components, so that cavitation should be avoided when designing a flow
system. This can be achieved by raising the pressure (e.g.,
higher supply pressure), lowering the stream temperature (e.g.,
locating upstream of a heater) or using a valve with little pressure
recovery.
Flashing occurs when vapor remains downstream of the valve after the
pressure recovery. This situation will not result in damage
to the valve and is an acceptable design. Special flow models
are required for valve sizing when vaporization occurs and can be found
is standard references, e.g., Driskell (1983).
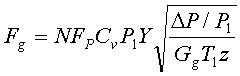
For gases and vapors with subsonic flow, the development of the
equation is similar but must consider the change in density with an
expansion factor and the lack of ideal behavior with the
compressibility.
|
relationship for gases
and vapors with subsonic flow through an orifice
|
|
|
| Fg | = | gas flow rate (std. ft3/h) |
| Gg | = | specific gravity of the process fluid relative to air at standard conditions |
| N | = | unit conversion factor (equal to 1380 for English units) |
| P1 | = | upstream pressure (psia) |
| T1 | = | upstream temperature (°R) |
| Y | = | dimensionless expansion factor which depends on P1/P2 and the specific heat ratio; ranges from 0.67 to 1.0 (see Driskell 1983) |
| z | = | compressibility factor |
Figure
9. Typical effect of vaporization on flow rate.
Figure
10.
The effect of sonic velocity on flow.
When the pressure drop across the valve is large, sonic flow can occur which will require special calculations for valve sizing (Hutchison, 1976). The general behavior of flow versus pressure drop is shown in Figure 10. When choked flow occurs, the downstream pressure does not influence the flow rate. A rough guideline is that sonic flow does not occur when the pressure drop is less than 42% of the supply pressure. Sonic flow through valves occurs often and does not represent difficulties when the proper valve trim design and materials are used.
Special models are available for unique situations like sonic flow, mixed phase flow, slurries, excessive vibration and noise, and condensation in the valve. See Hutchison (1976) and Driskell (1983) for details.
| A good simple introduction
to valve sizing with a worked example is available by clicking on the
figure.
|
|
| A comprehensive explanation of control
valve sizing is available by clicking on this figure and proceeding to Chapter 5 . |
 |